Índice de contenidos:
Inverted hoppers for screw conveyors: how to prevent blockages and improve bulk solids discharge
In many process plants, discharge problems do not start in the conveyor itself. They start earlier, in the way the material is delivered to the extraction system.
When a bulk solid does not flow properly towards a screw conveyor, the consequences are well known: arching, irregular flow, blockages, mechanical overloads, increased maintenance and production losses. In many cases, the root cause is not only the material, but an inadequate design of the hopper and discharge area.
This is where an inverted hopper becomes a highly effective solution when the goal is to feed one or several extracting screw conveyors correctly.
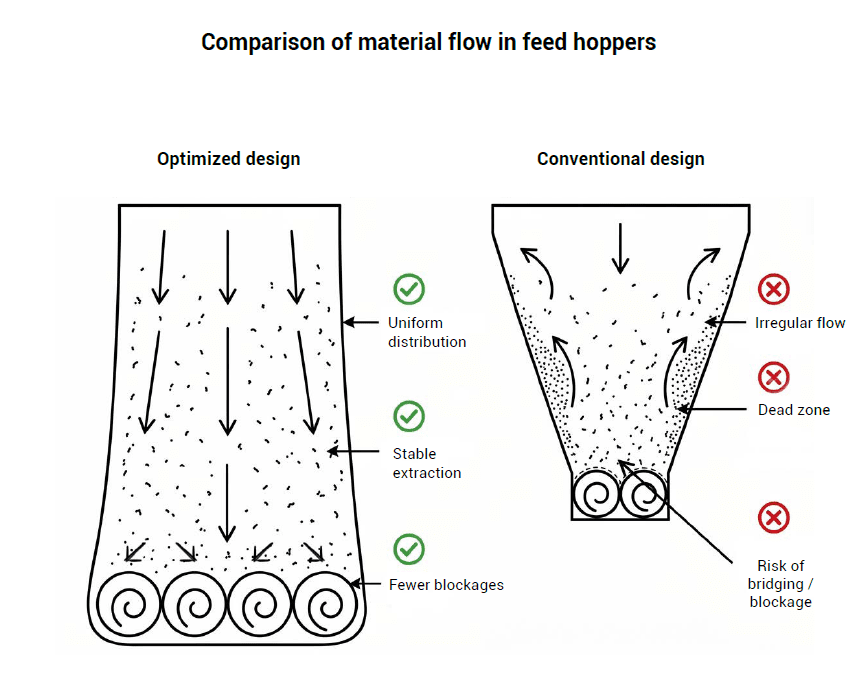
Unlike a conventional hopper, which narrows at the bottom like a funnel, the inverted hopper follows a different logic. It receives material in a wide upper section, but instead of converging into a narrow outlet, the lower section becomes wider, allowing the material to be distributed more evenly across one or several extractor screws.
This design is especially useful when handling difficult, heterogeneous or poorly flowing materials, such as biomass, RDF, industrial waste or fibrous products.
What is an inverted hopper and how is it different from a conventional hopper?
A conventional hopper works with a simple principle: a wider upper section and a narrower lower outlet. This geometry is widely used because it concentrates the product towards one discharge point. However, when the material is fibrous, irregular, moist, compressible or has poor flow properties, that reduction in outlet size may become the source of the problem.
If the opening is not large enough, or if the extraction system is not properly designed, issues such as bridging, arching or stagnant zones may appear.
An inverted hopper, as applied in this context, reverses that logic in the discharge zone. Instead of concentrating the product into a narrow outlet, it creates a wider lower section that enables better feeding of one or several screw extractors.
This is not simply a matter of making the hopper larger. It is about designing a transition that distributes the load over the extraction system and prevents the entire discharge effort from being concentrated in one single point.
From a functional point of view, this solution is close to the concept of a live bottom: a wide discharge base served by several screws that extract material across the entire width, reducing stagnant zones and improving flow consistency.
How does an inverted hopper work with one or several screw extractors?
The key lies not only in the hopper geometry, but in the interaction between three elements: hopper, outlet and extractor.
When these three elements are designed together, discharge can move from being a constant source of problems to becoming a stable and controlled process.
In an inverted hopper, the product falls from an upstream conveyor, a processing machine or a reception line into a wide upper volume. Then, instead of flowing into a narrow throat, the material reaches a wider discharge base. That base may feed:
- one long extractor screw specifically designed as a feeder
- two twin screws
- or several screws in parallel working as a live bottom
The important point is that the extractors work across the full effective width of the discharge area, rather than only at one local point.
Why does it improve material distribution over the extraction system?
When the discharge is narrow and highly concentrated, the material tends to create a preferential flow channel. This means part of the product moves while another part remains retained on the sides or in less active zones.
By contrast, the purpose of a well-designed extraction system is to achieve a more uniform discharge pattern, where the whole mass participates in the flow.
The inverted hopper helps precisely at this point. It provides a more favourable interface between the stored material and the extractor screws. If the extraction is performed by several screws, or by a screw specifically designed as a feeder, the product is not drawn from only one end, but in a much more distributed way.
Which materials benefit most from this design?
This kind of solution is particularly useful for materials with difficult or variable flow behaviour, such as:
- biomass
- RDF and SRF
- industrial waste
- fibrous products
- dewatered sludge
- solids with variable moisture
- compacting materials
- heterogeneous materials or products with irregular particle size
Technical advantages of an inverted hopper in process plants
When properly designed, an inverted hopper can provide very clear advantages in day-to-day plant operation.
- Better distribution of material over the screws
Because the lower section is wider, the load is better distributed over the extraction system. This reduces local overload points and supports more balanced extraction. - Lower risk of arching and stagnant zones
When discharge is solved over a wider active area and the extractor serves that full area, the probability of stable bridges and side accumulations is reduced. - More uniform flow rate
A well-designed feeder does not only transport the material. It also regulates extraction. Screw geometry, inlet design and operating speed all play a major role in flow stability. - Fewer incidents and less corrective maintenance
When the problem is solved at its source, the need for intervention due to blockages, compaction or unplanned shutdowns is reduced. - Greater continuity and profitability in the plant
Stable discharge improves feeding to downstream equipment, reduces process fluctuations and helps maintain production levels. In lines handling difficult materials, this improvement can have a direct impact on availability, maintenance costs and overall performance.
What should be considered in the design?
Not every inverted hopper works for every bulk solid. For the solution to perform properly, the design must start from the real behaviour of the product, not from a standard geometry.
Several factors are critical:
- flow properties of the material
- moisture and density variations
- tendency to compact or bridge
- width and length of the discharge opening
- number of extractor screws
- screw geometry
- operating speed and required torque
- wear resistance and service conditions
At Sinfimasa, we see this regularly: a standard screw conveyor is not always suitable for proper extraction. When the system is designed for the real operating function of the plant and integrated with the right hopper, the result is noticeable every day in fewer incidents, greater continuity and better performance.
Conclusion
When people in a plant repeatedly say, “the material does not flow well”, the problem is often not just the product itself. It lies in the way the discharge system has been designed.
The inverted hopper can be a highly effective solution for improving the feeding of screw extractors when the goal is to distribute the product across a wide base, prevent blockages and achieve a more uniform extraction pattern.
Especially in biomass, waste, RDF, fibrous products or other difficult bulk solids, this approach makes it possible to move from a problematic discharge system to one that is more stable, more controlled and more profitable.
Its value lies not only in the hopper shape, but in the integrated design of the hopper, the outlet, the extractor and the actual behaviour of the material.
Are you experiencing flow problems, blockages or irregular discharge onto your screw conveyors?
At Sinfimasa, we design custom extraction and conveying systems to adapt the hopper, outlet and extractor to the real behaviour of each material.





