Robust Custom Bucket Elevators for Every Project
Design of Industrial Bucket Elevators
Sinfimasa specializes in the design and manufacturing of industrial-grade bucket elevators capable of handling up to 500 tons per hour. These bucket elevators allow for efficient and safe vertical transport of bulk solid materials while occupying minimal physical space. Each elevator is custom-designed by our engineering team to ensure optimal performance, reliability, and safety.
Belt Bucket Elevators
Sinfimasa’s belt bucket elevators are designed to handle fine, lightweight, and non-abrasive materials. We use high-quality belts with precise tension that minimizes maintenance and ensures reliable operation. These elevators offer higher lifting speeds and consume less energy compared to chain models.
Chain Bucket Elevators
For heavy-duty materials such as minerals, coal, and high-temperature chemicals with coarse granularity, chain bucket elevators are the ideal solution. Equipped with robust chains, these elevators are capable of withstanding extreme conditions and provide superior resistance to wear and slippage. Although they operate at a lower lifting speed, they are indispensable in environments where robustness is essential.
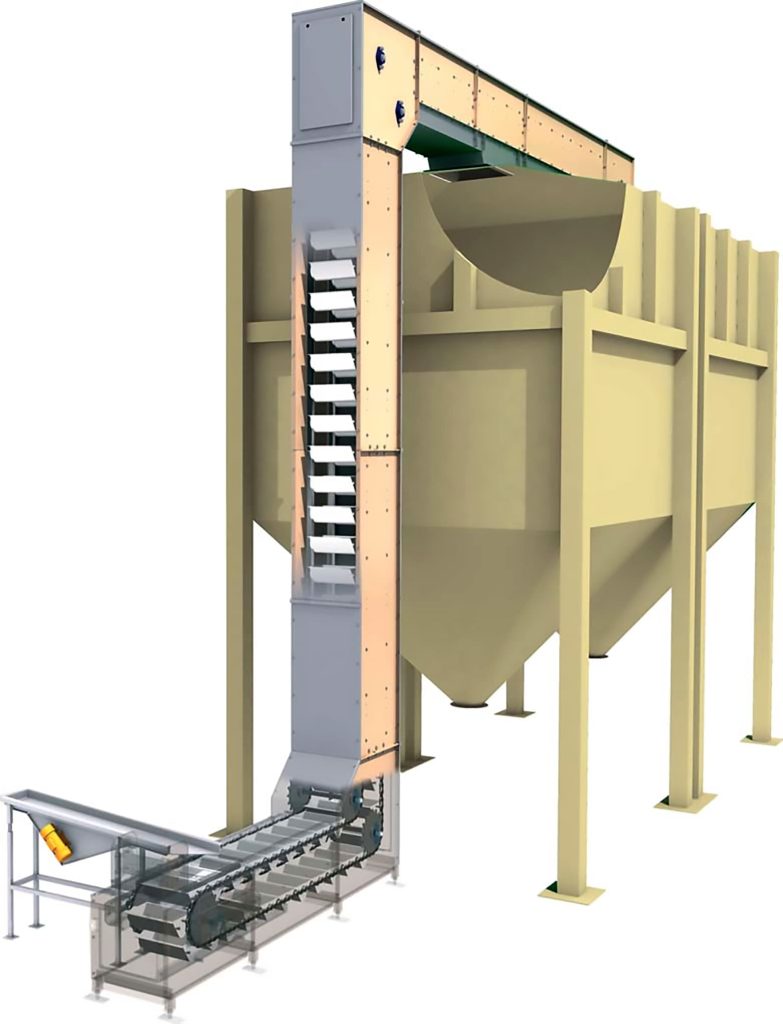
Z-Type Bucket Elevators
Simatek Bulk Systems A/S, a European leader in the design and manufacturing of bucket elevators, partners with Sinfimasa to offer advanced handling solutions for fragile products such as food and pharmaceuticals. Known for their innovative and efficient design, these elevators ensure smooth and safe handling of sensitive materials, reducing waste, maintenance, and energy consumption.
At Sinfimasa, our expertise ranges from robust elevators for heavy industrial materials to specialized solutions for sensitive sectors like food and pharmaceuticals. Contact us to find the bucket elevator solution best suited to your specific needs. As official representatives of Simatek in Spain, we guarantee high-quality products backed by years of experience and innovation in the field.
Visit our blog for case studies.